
New Energy Vehicle Soultion
Focus on comprehensive solutions for efficient motor manufacturing.
- Motors rated at 22 kW and 15 kW
- cycle time: ≤ 3 min(single machine)
- Weight: ≤ 3 t(single machine)
- Equipment noise level: ≤ 75 dB
- changeover time: ≤ 40 min(single machine)
- Automatic robot loading & unloading
- Fully automated operation
- Transfer trolley for continuous running
- Motor assembly finished product unloading
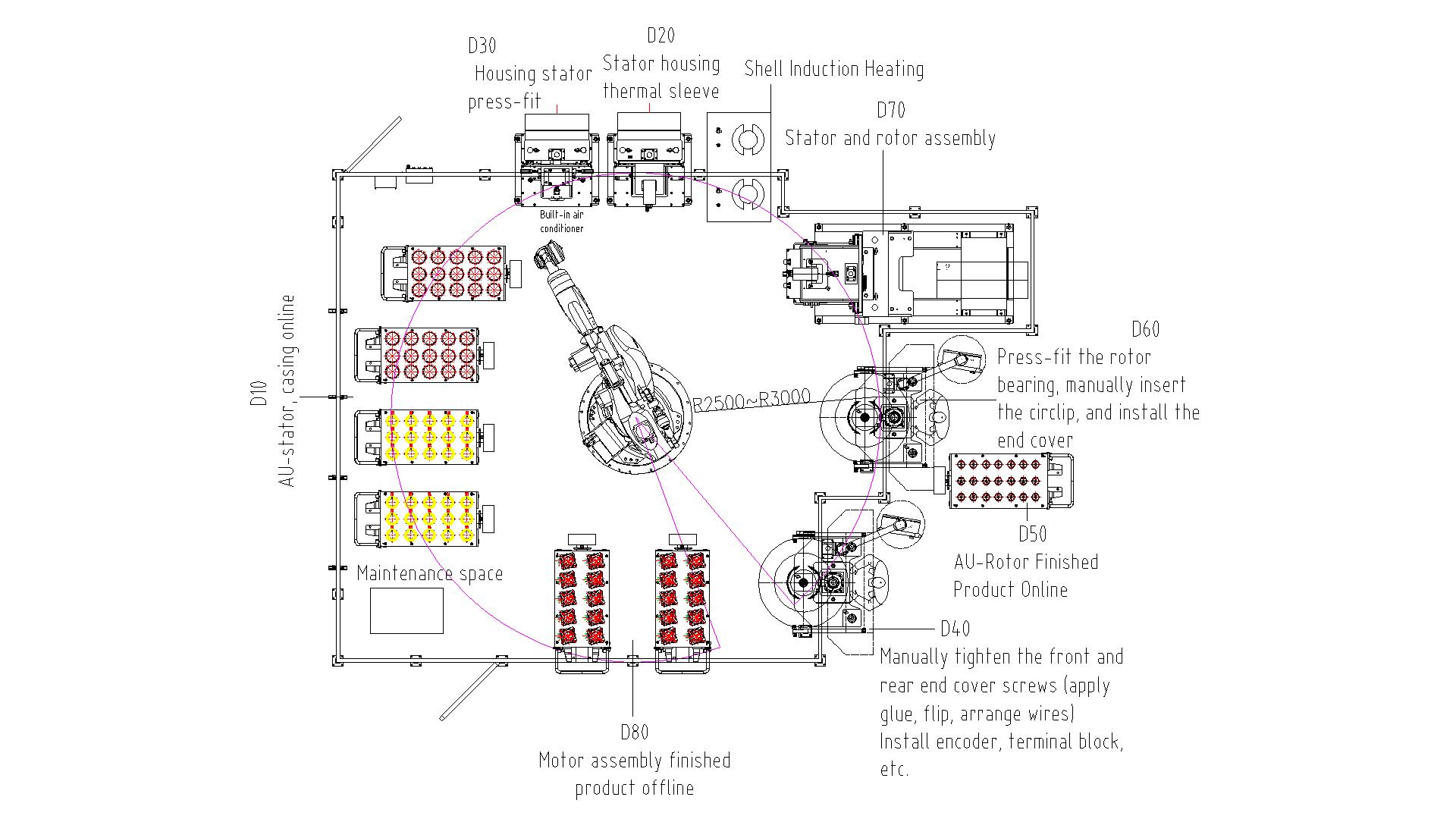
Production Process Flow
① Robot picks housing from D10 trolley → places it at D20 heating station → automatic
heating by the heater
② Robot picks stator from D10 trolley → places it on D30 press head
③ Temp sensor reaches set value → Robot places housing at press position → Clamping
mechanism holds housing
④ Servo cylinder presses down → Slow press at 20 mm gap → Pressure & displacement
monitoring → Bottom cooling air + 1 min pressure holding → Robot loads next housing for
heating → Housing-stator assembly transferred to D40
⑤ D40: Manual front cover installation & screw tightening (gluing + lead wire
arrangement) → Robot feeds D20 & D30 sequentially
⑥ D50: Rotor bearing press-fitting→heated by a power-frequency induction heater→
Temp reaches set value → Automatic press-fit → Manual circlip & rear end cover assembly
⑦ Robot places rotor at D70 positioning → Places housing-stator assembly → Automatic
stator–rotor assembly → Robot feeds D20/D30/D40 sequentially
⑧ Robot transfers assembled motor to D40 (manual rear cover tightening) → Transfers to
D80 (unloading) → Robot feeds D20/D30/D40/D70/D80 sequentially
⑨The above operations are performed sequentially in a continuous cycle
Product Showcase

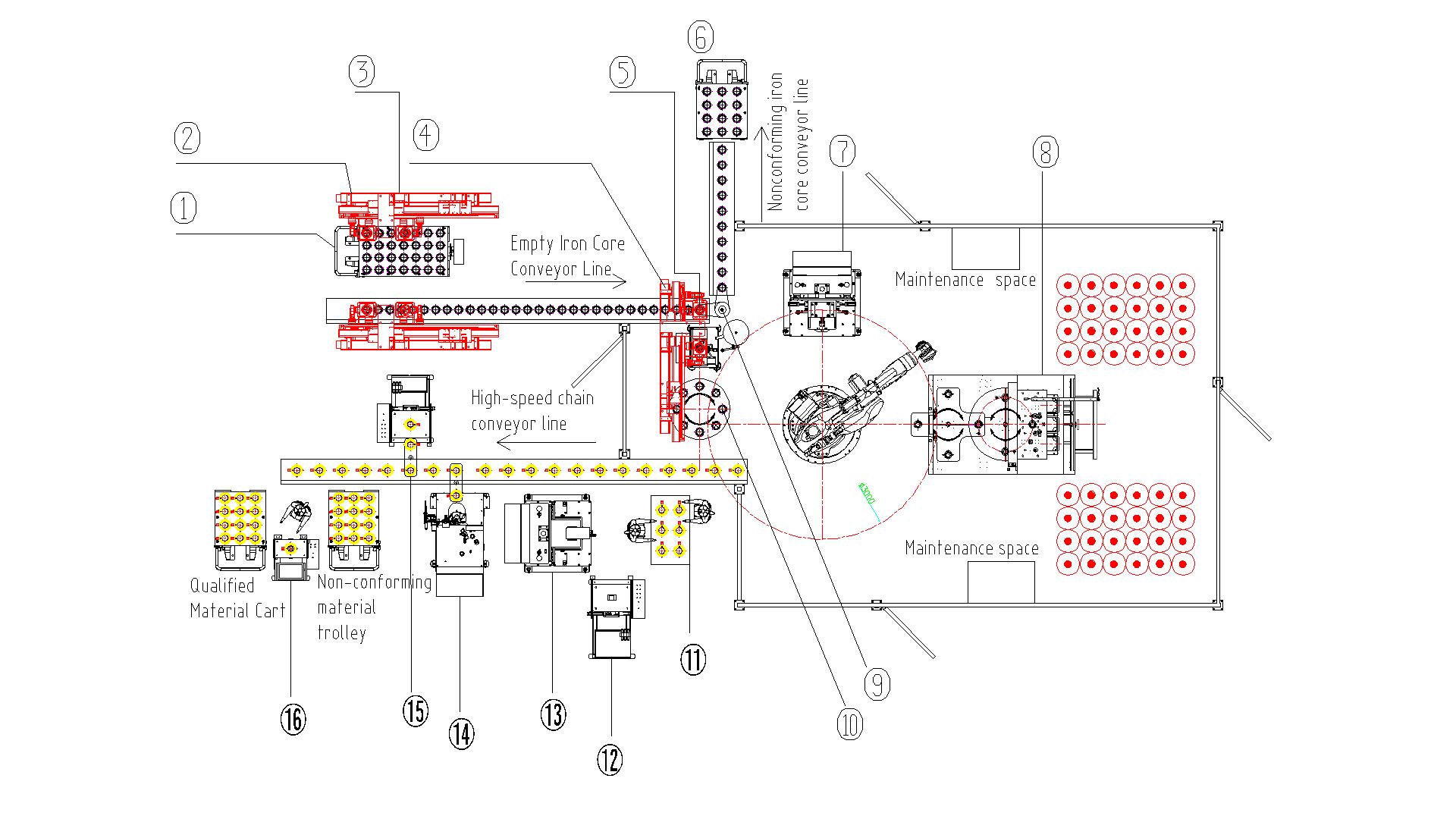
① Empty Stator Transport Trolley
② A Gantry Robot with Automatic Loading and Unloading
③ Core Loading
④ B Gantry Robot with Automatic Loading and Unloading
⑤ Stator appearance inspection → Insulation paper insertion
⑥ Non-Conforming Stator Core Material Cart
⑦ Laser Marking Machine8 ⑧Coil Winding→ Coil Insertion→ Coil Wedge Expanding
⑨Rotary Manipulator
⑩ Stator Storage Turntable (Paper-Inserted)
⑪Manual end insulation paper insertion → Neutral point welding & cooling → Manual
jumper wire & copper sleeve connection → Neutral point insulation
⑫ Middle Forming Machine
⑬ Wire cutting → Terminal welding & cooling → Temperature sensor installation
⑭ Stator Coil Lacing Machine
⑮ Final Forming Machine
⑯ Comprehensive Tester
Features
- Stator OD: ≤Ø160 mm
- Workstation footprint:16m(L)× 8m(W)
- Cycle time: ≈ 1–1.3 min / unit
- Only 3 operators are required for the entire line
- The motor winding is completed in a single insertion process
- Production process flow:③→⑤→⑦→⑧→⑪→⑫→⑬→⑭→⑮→⑯